![]()
![]()
![]()
Žárové zinkování
Povrchová úprava oceli žárovým zinkováním poskytuje dlouhodobou antikorozní ochranu ocelových výrobků. Jde o moderní a v současnosti také nejpoužívanější způsob protikorozní úpravy povlakováním materiálu. Naše společnost se zabývá žárovým zinkováním již od svého vzniku a tak Vám může nabídnout své dlouholeté zkušenosti.Rozměry konstrukcí
V současné době Vám můžeme nabídnout volné kapacity tří zinkových van o rozdílných velikostech:
- 16,30 m x 1,90 m x 2,85 m (délka x šířka x hloubka)
- Maximální hmotnost jednoho ocelového prvku je 8 tun.
- 6,50 m x 1,65 m x 2,50 m (délka x šířka x hloubka)
- Maximální hmotnost jednoho ocelového prvku je 4 tuny.
- 12,40 m x 2,80 m x 3,10 m (délka x šířka x hloubka)
- Maximální hmotnost jednoho ocelového prvku je 15 tun.
Při použití dvojitého ponoru jsme schopni zinkovat ocelové prvky o maximální délce 21 m nebo výšce 4,5 m.
Technologie žárového zinkování
Schopnost zinku ochránit ocel proti korozi byla objevena již v roce 1741 a od roku 1837, kdy byl zaregistrován první patent na žárové zinkování, se metoda ochrany oceli pokovením zinkem používá průmyslově. Přes značný vývoj základ této metody se do dnešního dne nezměnil.
Příprava materiálu
Díly určené k žárovému pozinkování se připraví, odmaštěním se zbaví olejů a tuků, poté mořením i rzi a nečistot. Přes lázeň s tavidlem se takto očištěné díly dostávají do sušící pece, kde se usuší a usušené se konečně dostanou do zinkovací lázně.
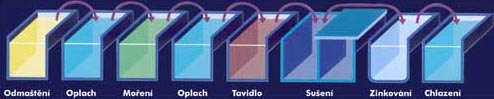
Zinkovací lázeň
Vlastní zinkování se provádí ponořením výrobků do zinkové lázně o teplotě cca 445 °C. Po úplném ponoření se tyto nechají v lázni po technologicky nutnou dobu. Tato doba je závislá na tloušťce zinkovaného materiálu a jeho konstrukci. Tento čas se pohybuje v rozmezí 30 - 60 s na 1 mm tloušťky materiálu. Ukončení zinkování se pozná ukončením vývoje plynů a objevením se zinkového popela na hladině taveniny. Potom se výrobky pomalu vytahují z lázně rychlostí 0,6-1,0 m/min. Po vytažení ze zinku se materiál v peci zevrubně očistí od kapek a závojů zinku.
Začištění a konečná kontrola
Po ochladnutí přícházi na řadu začištění od přebytků zinku. Každý kus je pečlivě kontrolován, přičemž se zjišťuje, zda-li na něm nejsou vady. Teprve potom se připraví k expedici.
Přednosti technologie
• Nízká cena a nízké udržovací náklady.
• Dlouhá životnost zinkových povlaků. Tyto povlaky často zaručují bez údržby protikorozní ochranu po dobu životnosti výrobku.
• Povrchová úprava je prováděna ve stabilním zařízení definovaným způsobem. To snižuje pravděpodobnost výskytu vad.
• Kvalita zinkového povlaku je zcela nezávislá na vnějších povětrnostních podmínkách v průběhu procesu nanášení.
• Rovnoměrné a kvalitní povlaky s hladkým povrchem vznikají i v obtížně přístupných místech.
• Na ostrých hranách a v rozích vzniká stejně silný, nebo silnější povlak než na rovném povrchu.
• Zinkový povlak je schopen odolávat mechanickému namáhání během transportu, skladování a montáže. Poškození během manipulace je výjimečné a oprava povlaku je nutná jen velmi zřídka.
• V případě, kdy dojde k porušení povlaku drobným poškrabáním, nebo úderem zinkový povlak chrání ocel proti korozi katodicky.
• Žárově pozinkovanou ocel je možné svařovat všemi běžně používanými metodami svařování.
• Kontrola kvality povlaku je rychlá a snadná.
Konstrukční zásady pro zinkování
Nátokové a výtokové otvory
• Bez těchto otvorů nelze provádět žárové zinkování dutých konstrukcí pro nebezpečí exploze a neponoření výrobku do zinku
• Vhodné rozmístění otvorů a jejich velikost ovlivňuje kvalitu zinkování
• Nátokové a odvětrací otvory umístěte co možno nejblíže u hran
• U rámových konstrukcí z otevřených profilů rovněž počítejte s odvětracími a odtokovými otvory
Možnost zavěšení dílů
• Nátokové a odvětrací otvory umístěte pokud možno svisle pod zavěšovací otvory
Zabránění deformacím
• Volte symetrické průřezy
• Dodržujte správné pořadí svárů
• Vytvořte možnosti pro rozpínání např.užitím pyramidálních výztuh
• Vyvarujte se použití materiálů velmi rozdílných sil v jednom dílu konstrukce
Uzavření těsných spár
• Plošně přiléhající díly zavařte do kola
• V případech velkoplošných zdvojení materiálů aplikujte odvětrací otvory
• Pohyblivé díly je třeba zinkovat odděleně a v nepozinkovaném stavu je nutno zachovat vůli 1 mm
• Vyvarovat se mrtvých rohů a úhlů, pamatovat na otvory v přepážkách
• U rámových konstrukcí z otevřených profilů je třeba pamatovat na odvzdušnění a možnosti odtoku
Stavební díly nesmí být rozevřené
• Rozevřené stavební díly mohou vést k problémům při zinkování a přepravě
• Rovné stavební díly se kvalitněji a hospodárněji zinkují.
• U dutých profilů je nutno pamatovat na přítokové a odtokové otvory
V případě nejasností Vám rádi poradíme.
Praktická doporučení
• Díry pro šrouby vrtat 2 mm nad jmenovitý rozměr
• K žárově zinkovaným konstrukcím patří žárově zinkované spojovací součásti
• Neopomeňte informovat zinkovnu v případě, že zinkovaný materiál plánujete opatřit dále nátěrem
• Lícované plochy je obvykle nutno vhodným způsobem ochránit před pozinkováním
• Závity a drobné otvory zhotovit po zinkování nebo je ochránit před pozinkováním
• U profilů tvarovaných za studena může docházet k zesílení zinkového povlaku v pruzích po směru tažení
• Nerovnost povrchu, sváry, okuje a hloubková koroze zůstávají po pozinkování viditelné
• Různorodost použitého materiálu, konstrukce (plech, profilová ocel,...), tloušťky způsobují při ochlazování různý vzhled povrchu
• S žárově pozinkovanou ocelí můžete manipulovat bez obav z kontaminace zinkovým povlakem
• Měli byste vědět, že v ohni povlak žárového zinku:
- Nehoří
- Nevytváří toxické výpary
- Žádným způsobem nechrání ocel před ohněm
- Neohrožuje požárníky
Nevhodné pro zinkování
• Barva na materiálu
• Extrémně mastný materiál
• Hloubková koroze
• Struska na svárech
• Nevhodné konstrukční řešení
Bílá rez
Vytvoření ochranné vrstvy zásaditého uhličitanu zinečnatého je závislé od množství CO2 ve vzduchu. Jeho nedostatek nebo voda na povrchu pozinkovaných částí zabraňuje vzniku ochranné vrstvy. V takovém případě se na povrchu tvoří bílá rez. Vývoj bílé rzi je závislý od vlhkosti prostředí a ročním období. Bílá rez opticky poškozuje obraz zinkování, ale stříbrný povlak a lesk čerstvě pozinkovaného materiálu vyzraje a během několika týdnů přejde do matné šedé barvy jako důsledek reakce mezi zinkem a vzduchem. Vznik bílé rzi neovlivní kvalitu žárového zinkování a není důvodem reklamace. Abychom částečně předešli vzniku bílé rzi, je nutné se správně rozhodnout jak skladovat a transportovat pozinkované části.
Při transportu se vyhněte:
• otevřeným plošinám při dešti a mlze
• zamezte kontaktu s agresivními látkami
• pozinkované části netransportujte v mokrých bednách
Při skladování doporučujeme:
• skladování pod střechou
• ukládat minimálně 150 mm nad zemí
• používat suché podložky a bedny
• nezakrývat fóliemi
Oprava pozinkovaného materiálu
V některých situacích budete nuceni přemýšlet o možnostech opravy zinkového povlaku. Budete nuceni upravit zinkovanou konstrukci při montáži, naleznete poškození na starší konstrukci, případně k poškození zinkového povlaku dojde při převozu, neopatrné manipulaci nebo montáži.
Dle normy celková nepokovená plocha určená pro opravu nesmí být větší než 0.5% z celkové plochy povrchu součástky. Jednotlivá nepokovená plocha pro opravu nesmí být větší než 10 cm2. Pokud je nepokovená plocha větší, výrobek obsahující takovou plochu musí být znovu pozinkován, pokud se odběratel a zinkovna nedohodnou jinak. Oprava se provádí nanesením vhodného nátěru obsahujícího práškový zinek nebo žárovým nástřikem zinku. Oprava musí zahrnovat odstranění nánosů, očistění a veškeré předběžné úpravy nezbytné k zajištění přilnavosti. Povlaky na opravených plochách musí být schopny zajistit protikorozní ochranu oceli, na kterou jsou naneseny.
Totožná pravidla platí pro samotnou zinkovnu při opravě neozinkovaných ploch např. v místech zavěšení.
